Metal stamping


Short Description:
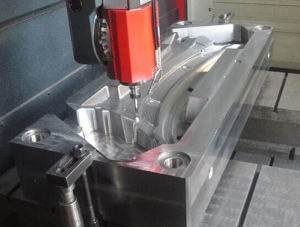
Metal stamping is to use punch and die to deform or fracture stainless steel, iron, aluminum, copper and other plates and foreign materials to achieve a certain shape and size of a process.
The stamping process can be divided into separation process and forming process (including bending, drawing and forming). The separation process is to separate the stamping part and the blank along a certain contour line in the stamping process, and the quality of the separated section of the stamping part must meet certain requirements; the forming process is to make the stamping blank plastic deformation under the condition of no damage, and transform it into the required finished product shape, and also meet the requirements of dimensional tolerance and other aspects.
*According to the stamping temperature conditions, there are two ways of cold stamping and hot stamping. This depends on the strength, plasticity, thickness, deformation degree and equipment capacity of the material, and the original heat treatment state and final service condition of the material should be considered. 1. Cold stamping metal processing at room temperature, generally applicable to the thickness of less than 4mm blank. It has the advantages of no heating, no oxide skin, good surface quality, convenient operation and low cost. The disadvantage is that there is work hardening phenomenon, which makes the metal lose further deformation ability. The thickness of the blank is uniform and no scratch is required. 2. Hot stamping the metal is heated to a certain temperature range. The advantages are that it can eliminate internal stress, avoid work hardening, increase material plasticity, reduce deformation resistance and reduce power consumption of equipment




*Three basic elements of stamping production system: die, press and sheet metal
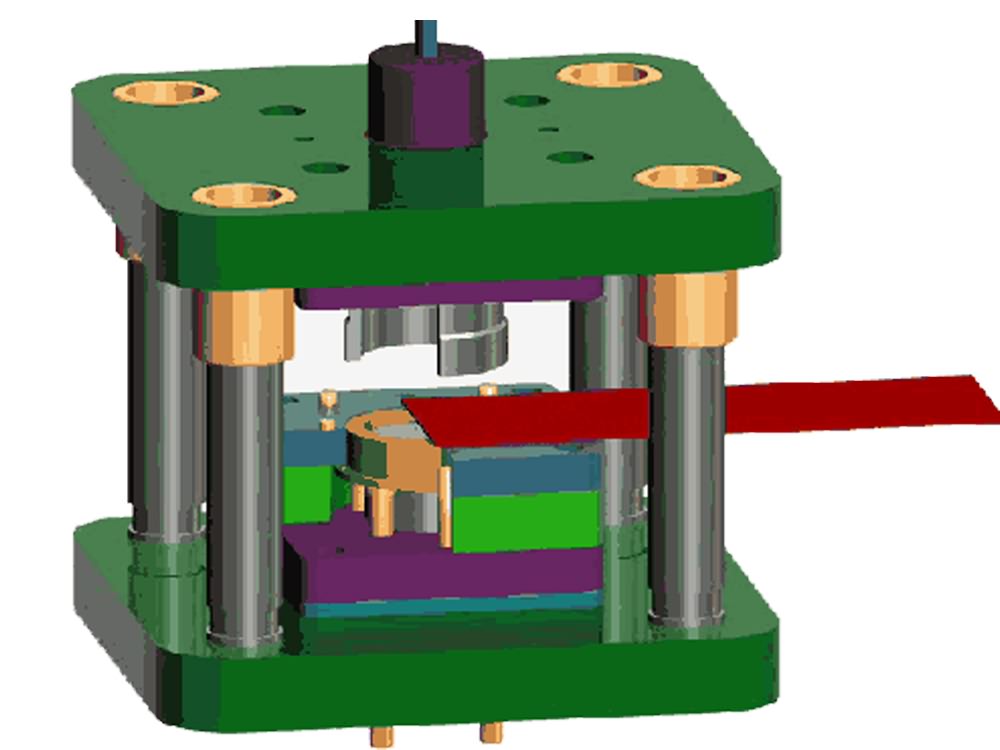
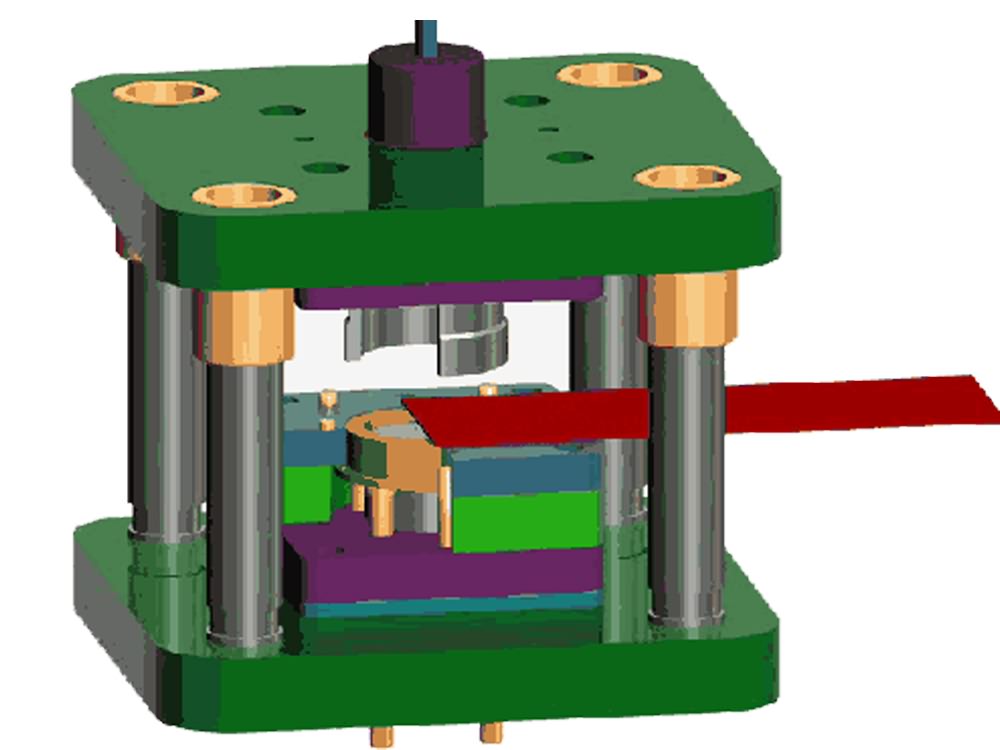
1. Punching Die Die is an essential die in stamping production. There are three kinds of stamping dies: simple die, continuous die and compound die.
Die Die is an essential die in stamping production. There are three kinds of stamping dies: simple die, continuous die and compound die.
(1) Simple die: a simple die is a die which only completes one process in one stroke of the press. It is suitable for small batch production of simple shape parts.
(2) Continuous die: in one stroke of the press, the die which completes several stamping processes at different parts of the die at the same time is called continuous die. Continuous die is suitable for high efficiency automatic production.
(3) Compound die: in a stroke, in the same part of the die to complete several stamping processes at the same time, known as the composite die. Compound die is suitable for stamping parts with large output and high precision.


2. Punching machine
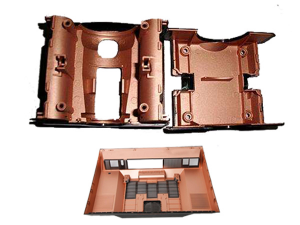
Stamping production is mainly for plate. Through the mold, can make blanking, punching, forming, drawing, finishing, fine blanking, shaping, riveting and extrusion parts, etc., widely used in various fields. For example, we use switches, sockets, cups, cupboards, dishes, computer cases, even missile planes There are a lot of accessories that can be produced with a punch through a mold. There are many types of punching machines.
(1) Mechanical power press Mechanical punch has fixed stroke, adjustable speed and low productivity. Maximum speed 180 times / min.
(2) Hydraulic press
The hydraulic punch can adjust the stamping stroke through the hydraulic valve to improve the productivity. The highest speed can reach 1000 times / min. The disadvantages are high power consumption, high requirements on the environment and heavy maintenance workload.
(3) Numerical control turret punch press
Using servo motor to drive the head, the productivity is high, up to 800 times / min. Minimum power consumption, easy maintenance and small size. Therefore, it has been actively applied.
For ordinary sheet metal stamping, most of them use mechanical punch. According to the different liquid used in hydraulic presses, there are hydraulic presses and hydraulic presses. Most of them use hydraulic presses, while hydraulic presses are mostly used for giant or special machines. Because of its outstanding advantages, servo motor punch is being used more and more widely.



3.Stamping materials The stamping material of parts is generally plate. The materials selected for product design shall meet the service performance of the product, such as the rigidity, strength and conductivity of the product. On the other hand, it should meet the requirements of plasticity, surface quality and thickness of stamping process. The structural design of stamping parts should fully consider the stamping process characteristics, bending radius, positioning hole, arrangement, drawing depth, etc. The commonly used plates are low carbon steel, stainless steel, aluminum, copper and their alloys, which have high plasticity and low deformation resistance, and are suitable for cold stamping. (1). Ferrous metals: SPCC / SPCD / spce, SECC / SECD / sece, SGCC, sgld, Sus (2). Aluminum alloy: al1050p, al1100p, al5020 (3). Copper alloy: Pb phosphor bronze, HBS high strength brass (4). Cupro nickel alloy .
*Surface treatment technology of stamping parts After the metal is initially processed and shaped, it needs to modify the metal surface, beautify the surface, and further change the mechanical and physical and chemical properties of the metal surface. This process is called metal surface treatment. The purpose of metal surface treatment is divided into four categories:
(1) Beautiful
(2) Protection
(3) Special surface properties
(4) Improve mechanical properties, such as wear resistance, lubricity, etc.
*Type of surface treatment Electroplating (zinc, copper, nickel, chromium, gold, silver), electrostatic spraying, spray painting, electrophoresis, silk screen printing, anodizing, blackening, passivation
*Sheet metal stamping is easy to achieve high efficiency production through mechanization and automation easy to realize mechanization and automation with high production efficiency; the stamping parts have accurate size and good interchangeability; the surface is smooth and smooth, usually without machining. It is widely used in automobile, electrical appliance, instrument, aviation and other manufacturing industries.
Mestech provides you with metal parts stamping products and services. If you have any need or need to know more, please contact us.