Dvostruko ubrizgavanje u kalupe

Kratki opis:
Dvostruko ubrizgavanje u kalupe je postupak oblikovanja plastike u kojem se istodobno ubrizgavaju dva kompleta kalupa na isti stroj za ubrizgavanje da bi se dobio jedan dio dva različita plastična materijala.
Dvostruko ubrizgavanje u kalup (naziva se i dvostruko ubrizgavanje, dvobojno ubrizgavanje).
Dvostruko ubrizgavanje u kalupe je postupak oblikovanja plastike u kojem se istodobno ubrizgavaju dva kompleta kalupa na isti stroj za ubrizgavanje da bi se dobio jedan dio dva različita plastična materijala. Ponekad su dva materijala različite boje, ponekad su dva materijala različite tvrdoće i mekoće, čime se postižu potrebna mehanička svojstva i estetika proizvoda.
Primjena plastičnog kalupa i dijelova s dvostrukim ubrizgavanjem
Plastični dijelovi proizvedeni dvostrukim ubrizgavanjem u kalupe široko su korišteni u elektroničkim proizvodima, električnim alatima, medicinskim proizvodima, kućanskim aparatima, igračkama i gotovo svim ostalim poljima od plastike. Proizvodnja i kalupi dvobojnih kalupa, kao i istraživanje i razvoj dvobojnih strojeva za brizganje i sirovine za dvobojne kalupe također se brzo razvijaju.
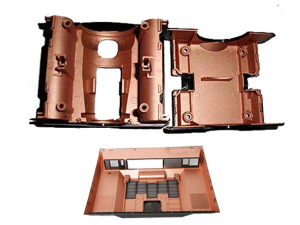
Vitrina dijelova s dvostrukim ubrizgavanjem
Koriste se dvije različite vrste plastike, a proizvodi od plastike koji se mogu jasno razlikovati između dvije vrste plastike nazivaju se dijelovi s dvostrukim ubrizgavanjem.
Koja je prednost dvostrukog ubrizgavanja u kalupe?
U usporedbi s tradicionalnim injekcijskim prešanjem, postupak dvodijelnog ubrizgavanja u kalup ima sljedeće prednosti:
1. Unutarnji i vanjski slojevi dijelova usvajaju različite materijale s različitim karakteristikama, poput onih s dobrom čvrstoćom u unutarnjem sloju i onih s bojom ili zrnom na vanjskoj površini, kako bi se postigli sveobuhvatan učinak i izgled.
2. Koordinacija materijala mekog i tvrdog: Glavni dio dijela koristi tvrde materijale, površina za podudaranje sklopa pomoću elastične meke smole (TPU, TPE) može imati vrlo dobar učinak brtvljenja na proizvodu, kao što je vodootporan, otporan na prašinu.
3. Prema različitim karakteristikama uporabe, poput površinskog sloja teških dijelova, koristi se mekana plastična smola, tijelo ili jezgra dijela koristi tvrdu plastičnu smolu ili pjenasta plastika može smanjiti težinu.
4. Nisko kvalitetni materijali za jezgru mogu se koristiti za smanjenje troškova.
5. Materijal jezgre dijelova može koristiti skupa i posebna svojstva površine, poput anti-elektromagnetskih smetnji, visoke vodljivosti i drugih materijala za povećanje performansi proizvoda.
5. Površina ili jezgra dijelova mogu biti izrađene od skupih materijala s posebnim svojstvima, poput anti-elektromagnetskih smetnji, visoke vodljivosti i drugih materijala za povećanje performansi proizvoda.
6. Pravilnim miješanjem kortikalnih i jezgrovitih materijala može se smanjiti zaostalo naprezanje, povećati mehanička čvrstoća ili površinska svojstva dijelova.
7. U usporedbi s prekomjernim oblikovanjem, ima velike prednosti u kvaliteti, cijeni i produktivnosti.
Nedostatak dvostrukog ubrizgavanja u kalupe
1. Potrebno je uložiti u kupnju stroja za dvostruko ubrizgavanje u kalupe.
2. Usklađivanje kalupa za dvostruko ubrizgavanje zahtijeva preciznost: stražnji kalupi imaju iste zahtjeve. Kada se proizvod promijeni u dizajnu, oba kalupa moraju napraviti iste promjene kako bi se osiguralo isto. To dodaje opterećenje održavanju matrice.
3. Stroj za dvostruko ubrizgavanje u kalupe je da dva para kalupa dijele prostor i snagu istog stroja za prešanje, tako da se proizvodi velikih razmjera ne mogu ubrizgati.
Razlika između postupka dvostrukog ubrizgavanja u kalupe i postupka prekomjernog prešanja
Dvostruko ubrizgavanje u kalup i prekomjerno ukalupljivanje su sekundarno ubrizgavanje, ali su prilično različiti.
1. Kalupi za prekomjerno oblikovanje, poznati i kao sekundarno prešanje, izvode se na običnim strojevima za brizganje. Proizvod se oblikuje u dvije faze. Nakon što se proizvod ukloni iz jednog kompleta kalupa, stavlja se u drugi set kalupa za drugo brizganje. Stoga se za postupak preformiranja koristi uobičajeni stroj za brizganje.
2. Dvostruko ubrizgavanje u kalupe je da se dvije vrste plastičnih materijala ubrizgavaju u isti stroj za brizganje, formirajući dva puta, ali proizvod izlazi samo jednom. Općenito se ovakav postupak oblikovanja naziva i brizganjem dvostrukog materijala, koji se obično dovršava s dva kompleta kalupa i zahtijeva poseban stroj za dvostruko ubrizgavanje u kalupe.
3. Dvostruko ubrizgavanje u kalupe kontinuirani je način proizvodnje. Ne vrši vađenje i postavljanje dijelova u sredinu, štedi vrijeme i pogreške pri ponovnom postavljanju dijelova, uvelike smanjuje stopu loše proizvodnje i uvelike poboljšava kvalitetu proizvoda i učinkovitost proizvodnje u usporedbi s postupkom prekomjernog oblikovanja.
4. Postupak prekomjernog oblikovanja pogodan je za injekcijsko prešanje proizvoda s niskim zahtjevima kvalitete i malim narudžbama. Ograničen specifikacijama stroja za dvostruko ubrizgavanje u kalupe, uglavnom nije pogodan za ubrizgavanje većih dijelova.
5. Dva prednja kalupa kalupa za dvostruko ubrizgavanje moraju biti identična, a kalupi za inkapsulaciju nemaju taj zahtjev. Stoga su preciznost i troškovi kalupa za dvostruko ubrizgavanje veći od onih u kapsuliranim kalupovima za ubrizgavanje.
Savjeti postupka dvostrukog ubrizgavanja u kalupe:
1. U procesu dvostrukog ubrizgavanja u kalupe postoje četiri bitna elementa: stroj za dvostruko ubrizgavanje, kalup za dvostruko ubrizgavanje, odgovarajući plastični materijal i razuman dizajn dijelova.
2. Odabir materijala za dvostruko ubrizgavanje u meku i tvrdu gumu Mora postojati određena temperaturna razlika između točke taljenja dviju vrsta materijala za dvobojno brizganje. Općenito se preporučuje da je točka taljenja prvog materijala za ubrizgavanje viša od točke taljenja drugog materijala za ubrizgavanje i da tačka topljenja prvog materijala za ubrizgavanje bude viša od točke taljenja drugog materijala za ubrizgavanje.
3. Slijed ubrizgavanja prozirnih i netransparentnih materijala: prvi hitac izrađen je od netransparentnih materijala, a drugi hitac od prozirnih materijala. Na primjer, netransparentni materijali obično su računala s visokom temperaturom materijala, a za drugi prozirni materijal koriste se PMMA ili PC. PC treba zaštititi sprejanjem UV zraka. PMMA može odabrati UV ili otvrdnjavanje. Ako na površini postoje znakovi, mora odabrati UV.
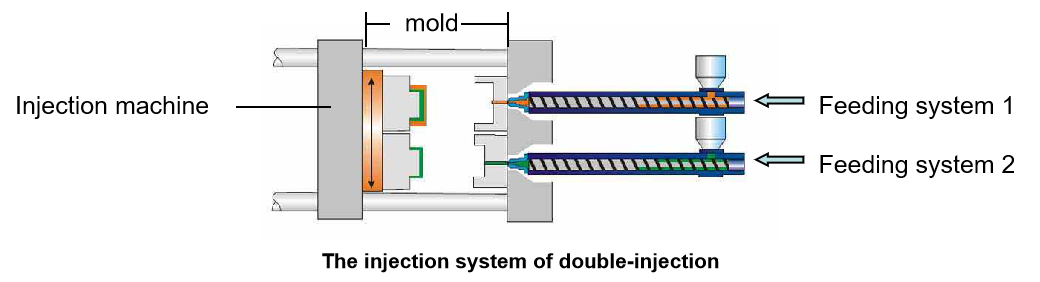
Što je stroj za dvostruko ubrizgavanje u kalupe?
Stroj za ubrizgavanje u kalup s dvije bačve i sustavom ubrizgavanja te mehanizmom za pretvorbu položaja kalupa naziva se stroj za dvostruko ubrizgavanje u kalupe, koji se koristi za ubrizgavanje u dvije boje. Strojevi za ubrizgavanje u kalup obično imaju dvije vrste: stroj za paralelno ubrizgavanje u kalup s vijkom za ubrizgavanje i stroj za okomito ubrizgavanje u kalup s vijkom za ubrizgavanje.

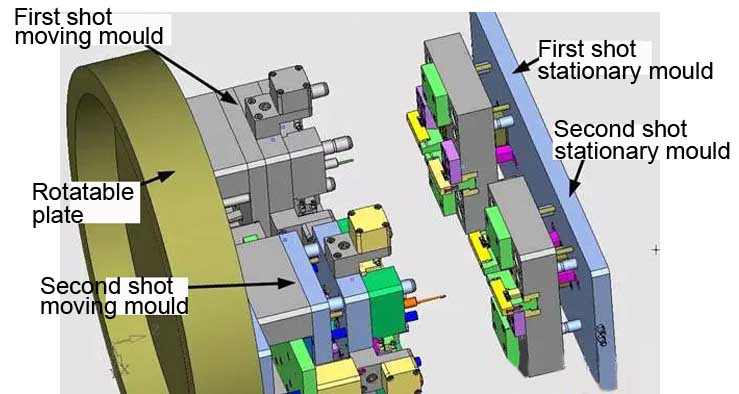
Što je kalup s dvostrukim ubrizgavanjem?
Kalup koji ubrizgava dvije vrste plastike uzastopno i proizvodi dvobojne proizvode naziva se dvobojni kalup. Dvobojni kalupi za ubrizgavanje obično su dva kompleta kalupa za jedan dio, koji odgovaraju prvom i drugom snimku. Stražnja matrica (muška kocka) dviju matrica je ista, ali prednja matrica (ženska matrica) je drugačija.
Kalupi za dvostruko ubrizgavanje moraju se postaviti na stroj za dvostruko ubrizgavanje u kalupe kako bi se normalno proizvodilo.
Savjeti za dizajn kalupa s dvostrukim ubrizgavanjem
1. Jezgra i šupljina kalupa
Oblikovni dio kalupa za dvostruko ubrizgavanje u osnovi je isti kao i onaj općeg kalupa za ubrizgavanje. Razlika je u tome što se udarac kalupa za ubrizgavanje u dva položaja treba smatrati istim, a udubljeni kalup treba dobro surađivati s dva probojnika. Općenito je ova vrsta plastičnih dijelova manja.
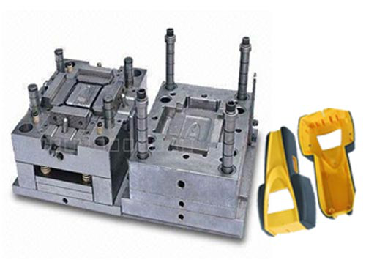
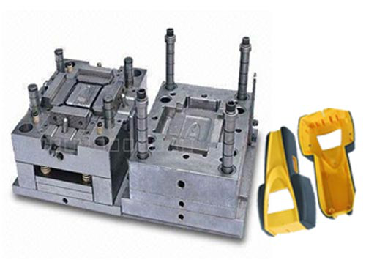
KALUP DUPLOG UBRIZGAVANJA
2. Mehanizam izbacivanja
Budući da se dvobojni plastični dijelovi mogu oblikovati tek nakon drugog ubrizgavanja, mehanizam za oblikovanje na primarnom uređaju za ubrizgavanje neće raditi. Za vodoravno rotirajući stroj za ubrizgavanje, mehanizam za izbacivanje ubrizgavanja može se koristiti za izbacivanje. Za vertikalno rotirajući stroj za ubrizgavanje ne može se koristiti mehanizam za izbacivanje izbacivanja stroja za ubrizgavanje. Mehanizam za izbacivanje izbacivanja izbacivanja hidrauličkim izbacivanjem može se postaviti na rotacijski stol.
3. Sustav za kapiranje
Budući da je riječ o kalupu s dvostrukim ubrizgavanjem, sustav za zavarivanje podijeljen je u jedan sustav za ubrizgavanje i sekundarni sustav za ubrizgavanje, koji su od dva uređaja za kalupiranje.
4, Konzistentnost osnova kalupa Budući da je metoda dvostrukog ubrizgavanja u kalupe posebna, ona mora međusobno surađivati i međusobno se koordinirati, tako da veličina i preciznost dva para uređaja za navođenje kalupa trebaju biti dosljedni. Za vodoravno rotirajuće kalupe za ubrizgavanje visina zatvaranja kalupa trebala bi biti jednaka, a središte dva kalupa trebalo bi biti na istom radijusu vrtnje, a razlika je 180. Za vertikalno rotirajuće kalupe za kalupe, dva para kalupa treba biti na istoj osi.
Razvoj kalupa s dvostrukim ubrizgavanjem
Iz karakteristika i primjene višebojnog injekcijskog prešanja i dvo-materijalnog pre-brizganja, vidi se da će u budućnosti postojati trend postupne zamjene tradicionalnog postupka ubrizgavanja. Inovativna tehnologija ubrizgavanja u kalupe ne samo da poboljšava preciznost postupka ubrizgavanja u kalupljenje, već i otvara polje postupka ubrizgavanja u kalupe. Inovativna oprema i postupci za izbacivanje dovoljni su da zadovolje sve veću potražnju za raznolikim proizvodima visoke kvalitete i visokom dodanom vrijednošću.
Mestech godinama nudi kalupljenje s dvostrukim ubrizgavanjem na automobilske futrole, ručne školjke opreme, kućišta zvučnika, tipke, ručke i druge dvobojne ili dva materijalna proizvoda. Molimo kontaktirajte nas ako imate potrebe.